
Sivu päivitetty / tarkistettu 28.6.2026.
Just-in-time eli JIT –periaate tuli tunnetuksi jo ennen varsinaista Lean-ajattelua yhtenä japanilaisten tuotantofilosofioiden kantavana periaatteena. Suomeksi käytetään myös ilmaisua JOT eli Juuri Oikeaan Tarpeeseen, joka kuvaakin periaatetta hyvin: materiaaleja valmistetaan, siirretään ja kuljetetaan vain todellisen tarpeen mukaan. Todellinen tarve on lähtöisin asiakaskysynnästä. Suppeasti määriteltynä JIT onkin käytännössä sama asia kuin imuohjaus.
Eri lähteissä JIT on kuitenkin saanut myös laajemman merkityksen kun siihen on liitetty erilaisia japanilaisiin tuotantofilosofioihin liittyviä asioita. Tällöin JIT tavoittelee kysynnän nopeaa tyydyttämistä täydellisellä laadulla ja ilman hukkaa. JITin tavoitteina pidetään nollavarastoja, äärimmäisen nopeaa läpäisyaikaa, virheettömyyttä, virtautettua tuotantoa, joustavaa tuotantoa ja kaiken tuhlauksen eliminointia. Nämä tavoitteet tulee ymmärtää visiona, jota kohti pyritään mutta jonka saavuttaminen ainakaan lyhyellä tähtäimellä ei ole todennäköistä.
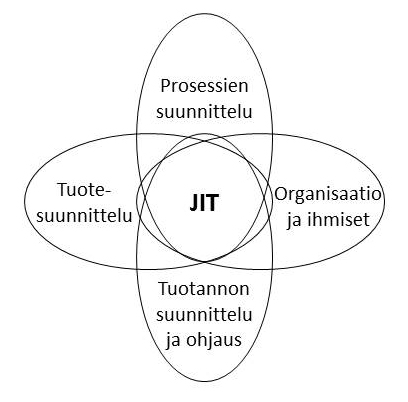
Näin laajasti ymmärrettynä JIT vaikuttaa moniin tuotannon ja koko yrityksen toiminnan osa-alueisiin. Esimerkkejä:
- Tuotesuunnittelu: tuotteiden soveltuvuus soluissa tai tuotantolinjassa valmistukseen, standardiosien ja modulaarisen tuoterakenteen käyttö.
- Prosessien suunnittelu: asetusaikojen vähentäminen tuotannossa, eräkokojen pienentäminen, keskeneräisen tuotannon vähentäminen
- Ihmiset: moniosaaminen, työnkierto, joustava työvoima
- Tuotannon suunnittelu ja ohjaus: imuohjaus, tuotannon määrien ja tuotantomixin tasoitus
Näin laajasti ymmärrettynä JIT lähestyy käsitteenä jo Lean-ajattelua. Käytännössä JITistä ja Leanistä on usein puhuttu rinnan, eikä tarkkaa rajausta näiden kahden käsitteen välille ole edes tarpeen tehdä.
Imuohjaus
Yksi Lean-ajattelun ja yleisemmin tehokkaan tuotannon periaatteita on ohut, tasainen ja tarkoituksenmukainen materiaalivirta, jota ohjaa asiakkaiden tarve eli kysyntä. Imuohjaus on yksi tärkeä periaate materiaalivirran kehittämisessä.
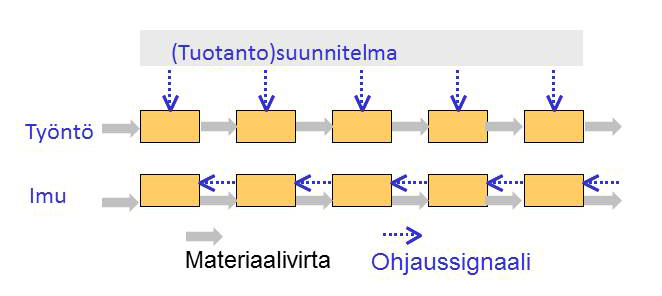
Imuohjauksen ja työntöohjauksen tärkein ero on siinä, mikä ohjaa käytännön materiaalivirtaa: Työntöohjauksessa ennalta tehty suunnitelma ”työntää” tilaukset tuotannon läpi, imuohjauksessa seuraava vaihe ”imee” tarpeen mukaan materiaaleja edeltävältä vaiheelta. Englanniksi imusta ja työnnöstä käytetetään termejä pull ja push (control).
Imuohjauksen taustalla on ajatus siitä, että varastot aiheuttavat kustannuksia ja piilottavat prosessien ongelmia: ne tulisi siis minimoida. Ideaalimaailmassa tuotteita voitaisiin valmistaa äärimmäisen nopeasti alusta asti yhden kappaleen erissä juuri asiakkaan tarpeen mukaan. Koska tällainen ideaalimaailma ei ole realismia, seuraavaksi paras vaihtoehto on Lean-ajattelun mukaan imuohjaus: tuotannonohjausmenetelmä, jonka toiminta perustuu asiakastarpeen tahtiin ja jossa varastojen ja keskeneräisen tuotannon määrä on rajoitettu. Tuotteita ja puolivalmisteita valmistetaan ja siirretään eteenpäin ainoastaan mikäli niille on tarve, eli ketjun seuraava vaihe (alavirtaan eli asiakkaaseen päin) pyytää sitä. Ketjun seuraava vaihe on siis asiakas, jonka tarve ohjaa edellistä vaihetta.
Käytännössä imuohjaus toteutetaan usein esimerkiksi Kanban-ohjauskorttien avulla. Kukin Kanban-kortti antaa luvan valmistaa tai siirtää tiettyä osaa tai tuotetta kortissa määritellyn määrän. Ilman korttia ei ole lupaa valmistaa. Korttien määrä määrittää keskeneräisen tuotannon ja varastomäärien ylärajan. Kortteja vähentämällä keskeneräinen tuotanto vähenee ja päinvastoin. Muita toteutustapoja imuohjaukselle ovat esimerkiksi kaksilaatikkojärjestelmä, jossa osaa kulutetaan yhdestä laatikosta ja tyhjä laatikko kertoo täydennystarpeesta, tai erilaiset visuaaliset signaalit kuten tyhjät hyllypaikat tai merkityt alueet lattiassa.
Imuohjaus on helpointa toteuttaa materiaalivirroissa tai niiden osissa, joissa tarve on kohtuullisen tasaista ja täydennykset ovat nopeita. Imuohjaus on haasteellisempaa tilanteissa, joissa esimerkiksi kysyntä vaihtelee voimakkaasti tai täydennysajat ovat pitkiä ja mahdollisesti vaihtelevia: esimerkiksi kaukana sijaitseva toimittaja.
Imuohjauksen periaatetta voidaan kuitenkin soveltaa laajemminkin. Esimerkiksi tietotyössä käytetyt ohjaustaulut Kanban-kortteineen perustuvat imuohjaukseen tietotyössä, ja tilausohjautuvassa / Make-to- Order -tuotannossa imuohjausta voidaan soveltaa käyttämällä nimikekohtaisten Kanbaneiden sijaan yleisiä valmistuksen määräimiä (esimerkiksi Conwip-kortit).
Työntöohjaus
Työntöohjaus kuvaa periaatetta jossa asiakkaan tarve ei suoranaisesti ohjaa käytännön materiaalivirtaa, vaan kunkin vaiheen toiminnot perustuvat ennalta tehtyyn suunnitelmaan, esimerkiksi tuotantosuunnitelmaan. Yleensä ohjauksessa hyödynnetään tarvelaskentaa (MRP). Keskeneräiselle tuotannolle ja varastolle ei ole ylärajaa.
Työntöohjauksella kuvataan joskus myös ajatusta, jossa tuotantomääriä ei sanele oletettu kysyntä vaan tietoinen päätös: tehdään ennalta päätetty määrä tuotetta ja ”pusketaan” se markkinoille, tai tilannetta jossa tuotetta ”työnnetään” markkinoille valmistajien ja toimittajien taholta. Myös markkinoinnissa termeille pull ja push on omanlaisensa, tuotannonohjauksen sisällöstä poikkeava merkitys.
Imu vai työntö?
Käytännössä imu- ja työntöohjausta esiintyy harvoin läpi koko tuotannon tai toimitusketjun puhtaana periaatteena. Käytännössä näitä periaatteita yhdistetään, jotta saadaan kulloinkin vallitsevissa olosuhteissa mahdollisimman hyvä virtaus sekä kokonaisuuden kannalta tarkoituksenmukainen ohjaus materiaalivirralle. Esimerkiksi tarvelaskentaa käyttämällä virtaa voidaan hyvinkin ohjata asiakastarpeen mukaan, jos laskennan perustana ovat asiakkaiden tilaukset. Tarvelaskentaan voidaan myös yhdistää rajoitteita keskeneräisen tuotannon ja varastojen määrille (yksi imuohjauksen käytännön suurista hyödyistä on että se rajoittaa sallittua keskeneräisen tuotannon määrää). Toisaalta pitkän toimitusajan komponentteja on usein pakko tilata ennusteisiin pohjautuen, jolloin asiakkaiden tulevia tarpeita huomioidaan keräämällä mahdollisimman hyvää tietoa ja ymmärrystä tulevaisuuden kysynnästä.